
近幾年來, 隨著我國鐵路建設(shè)事業(yè)的發(fā)展,進(jìn)口鋼軌不斷增加, 據(jù)不完全統(tǒng)計, 就上海鐵路局而言, 標(biāo)準(zhǔn)斷面50 k g / m 和6 0k g / tn 的進(jìn)口鋼軌累計數(shù)量已超過7 o ok m , 國別已達(dá)八個國家九種鋼種, 其中大部分為合金軌和高強(qiáng)度軌。由于這類進(jìn)口軌機(jī)械強(qiáng)度高、硬度大, 因此鋸軌和鉆孔作業(yè)十分困難。給施工作業(yè)帶來了很大的影響。某些單位用乙炔切割和燒孔, 破壞了鋼軌的組織, 在列車運行中極易產(chǎn)生鋼軌脆斷, 釀成行車事故。在《鐵路線路維修規(guī)則》中規(guī)定,“ 嚴(yán)禁使用乙炔切割或燒孔” , 這是必須遵照執(zhí)行的。針對這個問題, 結(jié)合我局1 9 9 4 年初進(jìn)口的一批加拿大鋼軌, 進(jìn)行了試驗研究, 并取得了一定的效果。在滬杭線和浙贛線的復(fù)線建設(shè)中,鋪設(shè)了一批加拿大s o k g / m 鋼軌。采用現(xiàn)有鋸軌機(jī)配高速鋼鋸條, 鋸軌時只冒白煙不能下鋸,改用手工鋸, 兩名工人用一個班時間, 且更換7 0 余根鋸條才鋸了一個頭。
用現(xiàn)有的鉆孔機(jī)配高速鋼鋸頭, 用幾個小時, 刃磨鉆頭數(shù)十次, 還是鉆不成一個孔, 而且孔底面的硬度越鉆越硬,超過了鉆頭的硬度, 以致鋼刃磨過的鉆頭只鉆了幾秒鐘就冒煙磨鈍了。因此, 必須對進(jìn)口鋼軌進(jìn)行認(rèn)真的分析和操作試驗。1 材質(zhì)分析加拿大5k0 g / m 鋼軌與常用國產(chǎn)U l7 M n5 k0 g / m 鋼軌的化學(xué)成分和機(jī)械性能列于表1 和表2。
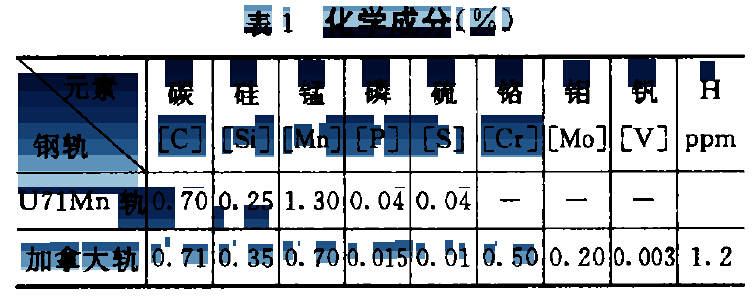
鉑〔M。〕、釩〔V 〕三種元素。其中鉻可以提高鋼的淬透性和抗氧化脫碳能力; 鑰可以與碳形成各種特殊耐磨的碳化物, 具有極高的硬度; 釩可以提高鋼的回火抗力, 具有熱硬性, 增強(qiáng)鋼的耐磨性。由于增加了這三種元素, 使鋼軌調(diào)質(zhì)處理后性能大為提高。
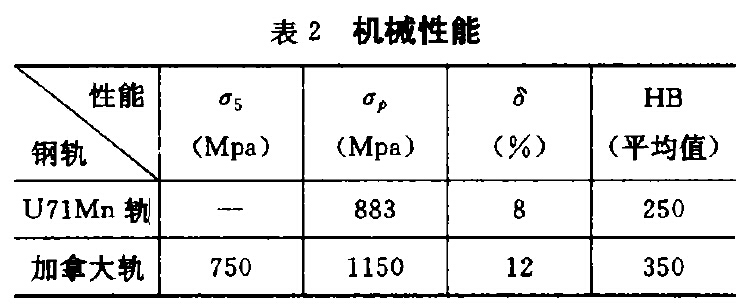
說明: 以上數(shù)據(jù)系根據(jù)鋼材檢驗證書中的數(shù)據(jù)取平均值。由表2 可見, 加拿大鋼軌的抗拉強(qiáng)度和延伸率均超過國產(chǎn)軌, 硬度也比國產(chǎn)軌高。因此加拿大軌就具有了較強(qiáng)的堅韌性、耐磨性和熱硬性, 而且具有很強(qiáng)的冷作硬化傾向。所以加拿大鋼軌難于切割和鉆孔。
2 鉆孔試驗在分析了加拿大軌的材質(zhì)情況后, 根據(jù)金屬切削原理的要求。我們首先進(jìn)行了鉆孔試驗取巾32 高速鋼鉆頭, 先后從改變鉆頭切削刃角度和形狀; 改變鉆頭材質(zhì); 改變鉆削速度三個方面著手進(jìn)行。
( l) 改變鉆頭角度和形狀鉆削不同的材料, 必須刃磨不同的鉆頭角度, 將鉆頭按要求刃磨成頂角為1 1 8a、橫刃角為35。、兩棱邊后角為6o 的角度, 用功率為 k w, 轉(zhuǎn)速為1 7 5 r /m in 的鋼軌鉆孔機(jī)、配以冷卻水冷卻, 進(jìn)行試鉆。首次能順利地鉆成一孔,檢查鉆頭時, 發(fā)現(xiàn)鉆頭的橫刃嚴(yán)重磨損, 兩切削刃也有輕微磨損。繼續(xù)用此鉆頭鉆第二孔時, 約在鉆進(jìn)7 ~ s m m 處( 鋼軌中腰厚15.sm m ) , 進(jìn)刀困難, 鉆頭冒煙, 此時退出鉆頭檢查, 刃口嚴(yán)重磨損, 不能繼續(xù)鉆削。如此反復(fù)刃磨鉆進(jìn)十余次, 孔底尚存3 一4 m m 厚, 無法將此孔鉆通。再將鉆頭修磨成“ 群鉆” 形狀, 減小橫刃量, 減小鉆頭兩主后面( 也即減小兩主后面與孔底面的摩擦), 進(jìn)行試鉆, 也沒有絲毫改善。原因分析: 第一孔鉆成后, 切削刃磨鈍, 未及時修磨, 又鉆第二孔, 則鉆削的阻力增大, 被切削鋼軌的底面抗力也隨之增大, 鉆頭的兩主后面和孔底面發(fā)生強(qiáng)磨擦, 使孔底面產(chǎn)生加工硬化層, 已加工的表面層的硬度為工件材料硬度的1.2 一2 倍, 硬化層深度可達(dá)0.07 一0.s m m, 且硬化層的硬度也超過了鉆頭的硬度。所以在切削刃第一次磨鈍后未能鉆成的孔以后也不可能再鉆通。
( 2) 改變鉆頭材質(zhì)由于鋼軌鉆孔時易產(chǎn)生硬化層, 硬度超過高速鋼( H R C 6 3 ) 采用硬度高的硬質(zhì)合金鉆頭試鉆。選用了Y T S ( 鎢欽鉆合金) 硬度H雙A 8 9.5 和Y G 1 5 ( 鎢鉆合金) 硬度H R A 87這二種鉆頭。先在未能鉆成孔的已硬化的孔試鉆, 能順利鉆穿。但檢查發(fā)現(xiàn)切削刃有小量崩刃。再鉆新孔試驗, 開始鉆進(jìn)輕快, 鉆進(jìn)s m m后發(fā)出尖叫聲, 但能鉆進(jìn), 退出檢查發(fā)現(xiàn)有較大的崩刃。直到鉆通檢查, 發(fā)現(xiàn)鉆頭有4 ~ s m m深的崩刃, 已無法再用了。試驗中發(fā)現(xiàn)Y T S 合金崩刃較Y G 15 更大。原因分析: Y T 和Y G 類硬質(zhì)合金雖硬度高, 但抗拉、抗彎強(qiáng)度低, 導(dǎo)熱性差, 故容易崩刃。
所以一支硬質(zhì)合金鉆頭只能鉆1~ 2 個孔。
( 3) 改變鉆孔速度刀具耐用度是標(biāo)志刀具磨損快慢的一個參數(shù), 也是決定切削速度是否合理的一個依據(jù)。根據(jù)這個道理, 我們又采用了不同的速度進(jìn)行試鉆。將高速工具鋼鉆頭刃磨成標(biāo)準(zhǔn)角度, 依次選用Z o o r / m in 、1 4 Or / m i n 、I OOr / m in 試鉆, 鉆頭均只能鉆通一個孔就磨鈍, 選用7 Or / m in 孔時,鉆6 個孔才發(fā)現(xiàn)橫刃有較大磨損。再選用5 0r / m in 鉆孔時, 也能鉆6 個孔, 且磨損程度與前者相似。但因轉(zhuǎn)速低鉆進(jìn)的時間長, 過低的速度也無法切削, 故再低的速度不再試鉆。 原因分析: 由于降低了速度減輕了鉆頭的 機(jī)械磨損; 速度低了, 切削溫度也隨之降低, 減 輕了鉆頭與切屑 、鉆頭與工件之間的粘結(jié)磨損, 同時可避免鉆頭在高速運轉(zhuǎn)中的變軟, 鉆頭的 強(qiáng)度和硬度沒有顯著下降。 另外加工硬化是由 切削變形和強(qiáng)烈磨擦產(chǎn)生, 并隨著變形和磨擦 的程度不同, 其硬度和深度也不同。降低了速 度, 使鉆頭磨損減小 , 變形和磨損減輕, 鋼軌的 硬化層及其深度也自然減輕。經(jīng)實際試鉆, 使用 鋼軌鉆孔機(jī)采取轉(zhuǎn)速為s o r / m in 一7 o r / m i五時, 對加拿大軌的中32 孔進(jìn)行鉆眼作業(yè)異廠當(dāng)?shù)摹?br />
3 鋸軌試驗
( l) 采用薄片砂輪鋸軌可以順利鋸斷進(jìn)「J 鋼軌。
( 2) 調(diào)節(jié)鋸軌機(jī)的速度, 由7 5 r / m in 調(diào)為 4 0r / m in , 能順利地鋸斷進(jìn)口軌。原鋸一個軌頭 需4 5m i n , 現(xiàn)需9 0 m i n 。
4 結(jié)論
( 1) 進(jìn)口軌的切割處理
①采用薄片砂輪機(jī)鋸軌可以順利切割進(jìn)口 軌, 但砂輪片磨損較快, 成本較高;
② 適當(dāng)降低鋸軌速度也可順利切割進(jìn)口 軌, 但所需時間較長些。
( 2) 進(jìn)口軌的鉆孔處理
① 在不降低速度鉆孔時, 鉆頭需磨成鉆合 金鋼的角度, 且磨一次只能鉆一個孔; 為方便省 時, 可預(yù)先準(zhǔn)備一定數(shù)量已磨好的鉆頭, 按施工 要求操作。
② 在不降低速度且采用合金鋼鉆頭鉆孔 時, 因合金鋼鉆頭每次可鉆二個孔, 也要預(yù)先準(zhǔn) 備一定數(shù)量的鉆頭。但合金鋼鉆頭比高速工具 鋼鉆頭價格貴一倍以上, 故不經(jīng)濟(jì)。
③ 降低轉(zhuǎn)速在50 ~ 7 0 r / m in , 則可提高鉆 頭的使用效率, 每次可鉆六個孔, 但鉆孔的時間 要相對長一些 。
( l) 采用薄片砂輪鋸軌可以順利鋸斷進(jìn)「J 鋼軌。
( 2) 調(diào)節(jié)鋸軌機(jī)的速度, 由7 5 r / m in 調(diào)為 4 0r / m in , 能順利地鋸斷進(jìn)口軌。原鋸一個軌頭 需4 5m i n , 現(xiàn)需9 0 m i n 。
4 結(jié)論
( 1) 進(jìn)口軌的切割處理
①采用薄片砂輪機(jī)鋸軌可以順利切割進(jìn)口 軌, 但砂輪片磨損較快, 成本較高;
② 適當(dāng)降低鋸軌速度也可順利切割進(jìn)口 軌, 但所需時間較長些。
( 2) 進(jìn)口軌的鉆孔處理
① 在不降低速度鉆孔時, 鉆頭需磨成鉆合 金鋼的角度, 且磨一次只能鉆一個孔; 為方便省 時, 可預(yù)先準(zhǔn)備一定數(shù)量已磨好的鉆頭, 按施工 要求操作。
② 在不降低速度且采用合金鋼鉆頭鉆孔 時, 因合金鋼鉆頭每次可鉆二個孔, 也要預(yù)先準(zhǔn) 備一定數(shù)量的鉆頭。但合金鋼鉆頭比高速工具 鋼鉆頭價格貴一倍以上, 故不經(jīng)濟(jì)。
③ 降低轉(zhuǎn)速在50 ~ 7 0 r / m in , 則可提高鉆 頭的使用效率, 每次可鉆六個孔, 但鉆孔的時間 要相對長一些 。
 客服1
客服1