
1 技術要求
111 鋼軌切斷面幾何精度高 在無縫線路鋪設、大修換軌、斷軌搶修等施工作業 中, 常采用氣壓焊焊接鋼軌。為保證達到鋼軌焊接接 頭的質量標準, 確保行車安全, 鋼軌氣壓焊作業對鋼軌 切斷面的幾何精度要求非常嚴格, 要求鋼軌切斷面的 垂直度偏差Z 0125 mm 才能進行氣壓焊作業。為此, 一般在焊接前要花費大量時間用鋼軌端面打磨機及鋼 銼對鋼軌切斷面進行修磨處理。如果使用便攜式內燃 切軌機切斷鋼軌后, 鋼軌切斷面垂直度和平面度偏差 已經< 0125 mm 或接近這一指標, 這樣就可減少或省 去修磨這道工序, 而直接進行氣壓焊作業。
112 切軌效率高 便攜式內燃切軌機大量應用在線路大修換軌、斷 軌搶修等施工作業中, 由于這些施工作業必須在規定 的封鎖點內完成, 要求每道工序嚴密配合、分秒必爭, 因此對所使用的機具的可靠性以及作業效率提出了非 常嚴格的要求。具體到切軌這一工序來說, 要求切軌 機在一次裝好砂輪片、加滿燃油的情況下連續切軌2 ~ 4 次, 每切斷一次時間Z 2 min。
113 質量輕、體積小、機動靈活、便于攜帶 由于便攜式內燃切軌機主要用于鐵路現場施工, 經常需要攜帶或運輸至施工作業地點, 因此非常強調 該機具的便攜性, 在保證切軌精度及切軌效率的同時, 必須具有整機質量輕、體積小、機動靈活、便于攜帶的特點。根據施工現場使用的要求, 便攜式內燃切軌機 的整機質量應Z 30 kg 為佳。為了減輕整機重量、便于 攜帶, 宜采用小型汽油機作為動力。切軌機的開發制 造者應從動力、材料、工藝及結構設計等方面著手盡量 減輕重量。 114 制造質量好, 可靠性高 機具的制造質量優劣牽涉到很多方面的內容, 僅 從外觀上看, 制造質量好的機具一定具有外觀設計講 究、鑄造件表面平整光滑、裝配工藝規范、表面油漆質 量好等方面的特點。在設計先進的基礎上, 優良的制 造質量是機具良好可靠性的保證。對于經常在養路施 工封鎖點以及線路搶修狀態下使用的便攜式內燃切軌 機來說, 高可靠性是衡量其綜合技術性能優劣的重要 指標。
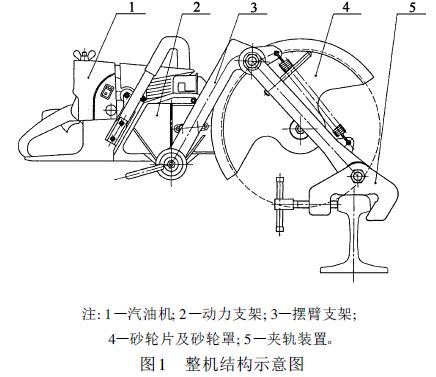
2 便攜式內燃切軌機的結構 圖1 所示為便攜式內燃切軌機的基本結構, 部件 1、2、4 構成/ 主機0, 部件3、5 構成/ 夾軌支架0。
211 汽油機 汽油機的性能直接影響切軌機整機的性能, 它必 須具有以下主要特點:
( 1) 足夠的輸出功率和扭矩;
( 2) 適當的輸出轉速;
( 3) 在傾斜翻轉的情況下可正常工 作;
( 4) 體積小、重量輕、工作穩定、性能可靠等。依據 切軌功率的理論分析計算, 并經現場使用情況分析, 可 確定切軌機汽油機的額定功率一般應Y4 kW, 在保證 切軌機整機體積小、質量輕的前提下采用更大功率的 汽油機有利于提高切軌質量。
212 砂輪片 切軌砂輪片雖是消耗品, 不屬于切軌機本身的固 定組成部件, 但它的性能對切軌的效果有很大的影響。 鋼軌切斷的全過程為無冷卻、無潤滑的磨削方式, 而且 必須保證切斷面光潔, 不被燒傷, 幾何精度高, 切割耗 時短, 因此對作為切軌機/ 刃具0的砂輪片提出了較高 的要求。砂輪片的最高安全線速度、磨料與粒度以及 硬度這三個指標是選擇合適的砂輪片的主要依據。
( 1) 最高安全線速度 在保證使用安全( 切軌機的 最高轉速不超過砂輪片表面注明的最高許用轉速) 的 前提下, 采用高許用轉速的砂輪片、保持較高的汽油機 輸出轉速, 有利于充分發揮發動機的功率, 提高切削效 率。目前行業內多使用80 mPs( 砂輪片直徑300mm) 及 100 mPs( 砂輪片直徑350、400 mm) 的砂輪片。
(2) 磨料與粒度 選擇硬度高、韌性大的磨料, 選 擇較小的粒度(24# 或30# ) , 以保證較高的切削效率, 避 免切削過程中產生過多的摩擦發熱以及燒傷切斷面。
(3) 硬度 砂輪片的硬度是指結合劑粘結磨粒的 牢固程度, 即磨粒在磨削力的作用下, 從砂輪上脫落下 來的難易程度。砂輪的硬度是影響切割精度和切割效 率的主要因素。若砂輪片太硬, 則磨粒磨鈍后仍不能 脫落, 切削效率很低, 此時砂輪片在徑向力的作用下易 變形, 不能保證鋼軌切斷面的平面精度。砂輪片太軟 也不行, 磨粒未磨鈍時就從砂輪上脫落, 砂輪自磨損太 快, 切削效率也很低。根據鋼軌的材質及切軌的工況 要求, 應采用硬度適中( R 級) 、纖維增強樹脂結合劑 ( BF) 、雙層加強絲網、厚度為315~ 4 mm 的砂輪片, 當 磨粒磨鈍后自行脫落, 使新的鋒利的磨粒露出, 繼續承 擔磨削工作, 即砂輪具有良好的自銳性。
213 夾軌支架 目前比較先進的便攜式切軌機均采用夾軌支架和 支機分體的形式: 不作業時, 兩部分各自獨立。作業時, 先將夾軌支架裝卡于待切鋼軌上, 再將主機插接并 鎖定于夾軌支架上, 即可開始切軌作業。 主機與夾軌支架的連接方式有/ 單向連接0 和/ 雙 向連接0兩種形式。所謂雙向連接, 即主機機身兩側各 有一個對稱銷孔, 均可與夾軌支架上的銷軸連接。作 業時, 先用一側銷孔與銷軸連接開始切軌, 當從鋼軌這 一側無法切斷鋼軌時, 卸下主機, 操作人員站至鋼軌另 一側, 用主機機身另一側的銷孔與銷軸連接, 繼續切 軌, 直至切斷。但雙向連接方式具有以下缺點: ¹ 為保 證切軌精度, 主機機身兩側銷軸孔必須以砂輪片中心 層為對稱面形成左右對稱, 但這對切軌機零件的加工 與組裝提出了很高的要求, 難以做到。因此目前采用 雙向連接形式的切軌機, 鋼軌的切斷面的平面度難以 保證; º 作業時需停機進行二次安裝, 影響作業效率。 而單向連接, 即主機機身只有一側有銷孔, 作業時主機 與夾軌支架通過銷軸連接, 一次安裝定位即可完成切 軌的全過程。切軌過程中, 由于夾軌支架的擺動, 可實 現從鋼軌兩側切割。單向連接的切軌機與雙向連接的 切軌機相比, 具有切軌精度高、切斷面無明顯接口、作 業效率高、結構簡單的特點。
3 影響鋼軌切斷面幾何精度的主要因素
夾軌支架和動力支架是決定鋼軌切斷面幾何精度 的主要環節。通過分析, 可確定影響鋼軌切斷面幾何 精度的主要因素有:
( 1) 動力支架和上、下擺臂支架軸孔平行度加工誤 差造成的砂輪軸的傾斜。切軌作業時, 砂輪片在圍繞 鋼軌擺動過程中, 連接上、下擺臂和動力支架的4 根平 行銷軸有
3 根在空間擺動, 這4 根銷軸的平行度偏差 互相影響、互相疊加, 最終都造成砂輪平面的傾斜。
(2) 切軌時施加的操作力和主機重力引起的動力 支架、擺臂支架的扭轉變形導致砂輪片切割鋼軌時的 偏斜。在切軌操作過程中, 主機的重力以及施加的操 作力, 會造成上、下擺臂以及動力支架的扭轉變形, 造 成各平行銷軸的平行度偏差的增加。
4 結束語 便攜式切軌機是鐵路無縫線路鋪設、大修換軌、線 路搶修等施工作業中不可缺少的重要設備。限于我國 的工業水平, 除個別先進品牌外, 我國鐵路使用的大多 數國產切軌機在結構設計、動力性能、作業效率及質 量、可靠性、制造工藝等方面與國外同類產品尚有較大 的差距。因此, 盡快研制并推廣適合我國鐵路使用的高性能、高質量的便攜式切軌機, 并重新修訂現行部頒切軌機技術標準, 是推動我國鐵路便攜式切軌機技術發展的一項重要任務。
 客服1
客服1